Ron Chisholm's Skate Sharpening
Skate Sharpening Information
|
|
Ron Chisholm's Skate Sharpening Skate Sharpening Information |
| Presented by: | Ron Chisholm - a dedicated hockey fan, parent of four players, past player and coach of many years, and expert skate sharpener since 1983. |
Skate SharpeningSkate sharpening is not a mystical art that can only be done out of sight of the skater. It is a relatively simple process that is used to restore the edges to the point of maximum efficiency for the skater. That said, then why is there so much variation in the quality of skate sharpening from shop to shop? The answer lies in the operator/maintainer of the sharpening equipment. Skates are sharpened using a properly selected and shaped grinding wheel, with accurately adjusted skate holding clamps. The shape of the grinding wheel is transferred to the skate blade during sharpening. This produces a hollowed area between the two edges of the blade. The conventional radius of hollow (ROH) is determined by the radius that is initially put on the grinding wheel and is varied according to the desires of the skater. Detailed information on the standard Hollow Grind (ROH) can be found by clicking here. You may also watch this short video on standard ROH wheel dressing. However, the shape of the skate blade hollow is no longer limited to a radius, and alternative shapes can be transferred to the skate blade using a properly formed dressing tool. Recently "Flat Bottom" shapes have begun to be used to sharpen skates. Additional information on "Flat Bottom Form Dressing" can be found here. Another short video on Flat Bottom wheel dressing is also available. Dressing of the wheel is critical to transferring the ROH or alternative dressing form to the skate blade. Some operators will dress the wheel infrequently as a means of economizing. Wheel dressing is done with a diamond roll or single point diamond dressing tool, and both the dressing tool and the grinding wheel wear and require replacement through use. My policy is to dress the wheel before sharpening every pair of skates. Extending the life of these consumable items is not in the best interest of the customer or in the reputation of the skate sharpener. Failure to use a properly dressed grinding wheel will result in inconsistent and, often, poor results. The other piece of equipment critical to proper sharpening is the skate holder. Adjustment of the height of every holder is required to insure that the center of the blade being sharpened is aligned to the center of curvature of the grinding wheel. Height of the holder must also be set so that it is constant from one end of the holder to the other. I insure that the difference from end to end of my holders is less than .0005 inch. The most common sharpening defect that I find is uneven edges caused by an improperly adjusted skate holder. Because the width of the blade is different for hockey, goalie, and figure skates, a common practice is to use different holders for each type of blade, and if the operator is inexperienced or careless, the wrong holder could be used and uneven edges will definitely be the result. The height adjustment is even more critical for the alternative (flat bottom) dressings. Hockey skate blades typically vary in width from about .108" to .121". They may even vary from skate to skate by as much as .005". This may not seem to be much but it is enough to cause uneven edges. In order to avoid problems, I use a calibrated Height Comparator tool on each blade to adjust the skate holder to assure that the center of the skate blade is aligned to the grinding wheel as shown below.
Sharpening Method This method is geared toward a machine which has a clockwise rotating wheel. First step is to dress the grinding wheel to produce the desired shape. This may be for either a standard hollow grind or for a flat bottom dressing. I then use a hand stone along the edges of the blade to clean off any debris caused by nicks or stripped edges. The skate is then placed into the holder and tightly clamped. The heel of the skate is placed to the left. The skate holder is then adjusted to the proper height for the blade being sharpened. Clean uniform pressure passes from heel to toe are made, being careful to follow the existing contour of the blade. This allows the grinding wheel to do much of the work as it helps to pull the blade along the wheel in the direction of rotation. The number of passes made on the wheel depends upon the condition of the blade and the existing hollow or other blade form. A blade in good condition, not requiring any major adjustment, may only require about five passes. A light coat of blade wax or blade dressing liquid is applied to the skate blade prior to the final pass on the wheel to add a gloss finish to the blade. Sharpening the blade with the heel to the left leaves the microscopic barbs formed during sharpening pointing to the rear of the blade. The skate is then removed from the holder and the edges are hand stoned again to remove any excess material from the blade. The skate blade is then checked for a smooth finish and to insure that all debris has been cleaned along the edges and the blade is sharp along the entire length of the inside and outside edges. Finally, the skate blade is checked for even edges using an edge checker. Eyeballing the blade is not good enough. Black coated steel is being seen more frequently, particularly on the higher end skates. This steel has a coating on the blade which can be damaged or removed if you are not careful. Regular hand stones should not be used on these blades as they will scratch the coating on the surface. A leather strop or a "gummy" stone may also be used to assure that the edges are free of any sharpening debris. See this video for the setup and sharpening procedures that I follow.
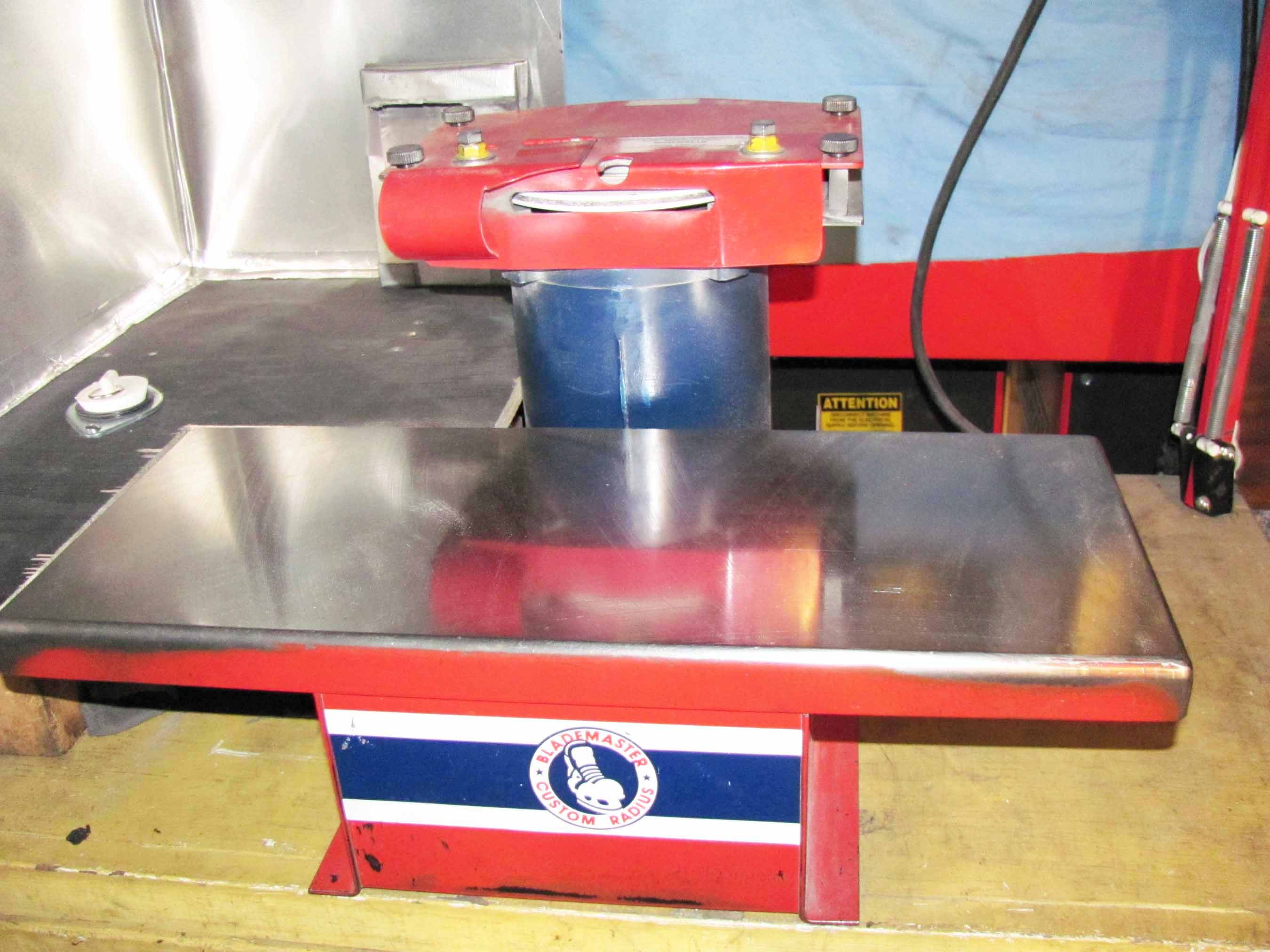
The grinding wheel should be dressed before each sharpening to insure that the shape is properly transferred to the blade. Each sharpening causes wheel consumption and will tend to erode the wheel shape, causing an inaccurate grind. In many machines, dressing of the wheel is done by turning the diamond cutting tool into the grinding wheel. If the tool holder is not readjusted periodically to compensate for the wear of the grinding wheel, the ROH will change as time goes by. Newer machines use a front or rear feed system to move the cutting tool and its holder toward the grinding wheel. This tends to eliminate the problem that was created when only the diamond cutting tool was moved. Using a front or rear feed system assures that the ROH remains at its desired setting after the wheel is dressed. There are, however, two different types of quills (tool holders) that may be used. In the older style, when the diamond is rotated, the tip is screwed in toward the wheel. This can cause the problem previously mentioned where the ROH can become deeper than intended. In the newer style quill, when the diamond is turned to insure even wear, it does not move inward and the ROH will not be accidentally changed. Form Dressing uses a separate diamond roll for each shape being transferred to the grinding wheel, and the potential inconsistency problem is avoided during the dressing of the wheel. Individual diamond rolls for standard ROH's have been developed in addition to the diamond rolls used for Flat Bottom dressing, and are now being used in stand alone dressers. These are used instead of the older single point dressers found on most sharpening machines. For my sharpening, I currently use stand alone dressers and diamond rolls on all of my machines. Skate sharpening creates a considerable amount of dust and grit from both the grinding wheel and the skate blade. The work area must be cleaned constantly to aid in sharpening consistency and for proper maintenance of the equipment. Vacuum systems are generally used for dust control. Protective face masks are also recommended while operating the equipment. Keeping a clean environment cannot be over emphasized. There is much more involved in the sharpening business, such as grinding wheel and diamond dresser selection, and when to replace them; how to properly set up skate holders; how to contour skates, etc. What I have attempted to do here is to give a brief explanation of what I do in the ten to fifteen minutes needed for the typical skate sharpening. I began sharpening skates in 1983 and have been offering the service of skate sharpening to people within the local area since the late eighties. Over the years, I have honed my techniques and expertise through research, testing, evaluation, and experience to the point that I am considered to be an expert sharpener, perhaps the best in the area. I have expanded my services by adding a skate baking oven, a pneumatic riveter, and additional sharpening machines. The latest machine added is for the Blademaster Mark VI single point contouring system, which supports both single and various compound profiles to produce enhanced performance for the skater. When Salem High School started a varsity hockey program in 1999, I began sharpening skates for any of the varsity players that requested it. I pick up skates at the rink after practice, sharpen them and bring them back to the locker room prior to the game/practice. This procedure has worked well since that time. I am retired from my regular job but because I work alone and out of my home, I may be out at different times. So, I do not post specific hours of operation, but I can say that I am generally available in the afternoon, most evenings and variably throughout the weekends. During the winter months, my time is impacted by the high school hockey schedule as I go to all of the high school varsity games/practices and keep the statistics for the team, which I post on this website. For anyone desiring skate sharpening, the best advise I can give is to call to make sure that I will be at home before coming over. Some people choose to drop off the skates and pick them up later and this does not present any problems. One thing that I do recommend is that the skates be marked so that they may be easily identified. I normally identify the hollow that was used for the sharpening on the skate blade holder for future reference. I will need to know what type of sharpening is desired to meet your requirements. The price list is shown here, but generally speaking, the cost is $3.00 per pair for regular skates and goalie skates. The Flat Bottom sharpening is $4.00, due to the additional cost for the equipment. The prices charged are considerably lower than any of the rinks and skate shops, but do not feel that you will be getting an inferior sharpening. I will give you a better and more consistent sharpening than other places. I also offer multiple sharpening discount cards, which have proven to be convenient to the people that use them, as well as saving a little more money. By keeping my prices low, I hope to not contribute to the ever increasing cost of the game of hockey. Shown below are the machines that I am currently using for sharpening. The machine on the top left is my original two headed Blademaster, and a Skate Baking Oven next to it. This machine is used primarily for goalie skates, figure skates, and for contouring/cross grinding skate blades. The middle setup is actually separate cross grind and finish stations with an exhaust system and a hood for the machines. The finish station has been setup to use the Blademaster Form Dresser for flat bottom sharpening. The machine on the right is used for most of my standard hollow grind sharpening, while the machine in the bottom center is primarily used for deep (1/2" or less) hollow grind sharpening. The bottom left picture shows my contour station setup with the Mark VI Custom Radius system. On the bottom right is a picture of the Blademaster pneumatic riveter. A video showing all of the equipment and the layout can be seen here.
Ron Chisholm Additional Sharpening and Skate Information |
|
[ Home |
NHIAA |
NH
Amateur Hockey Assn |
Salem Icenter ] |
|
The information
on this site has been collected from official scoresheets and from on ice
observations. As such, the final statistics are not to be construed as
official or sanctioned by the Salem High School Athletic Department or by the
NHIAA. However, much of this information is not available from any other
sources. |
|
© 2025 Ron Chisholm & Associates |